
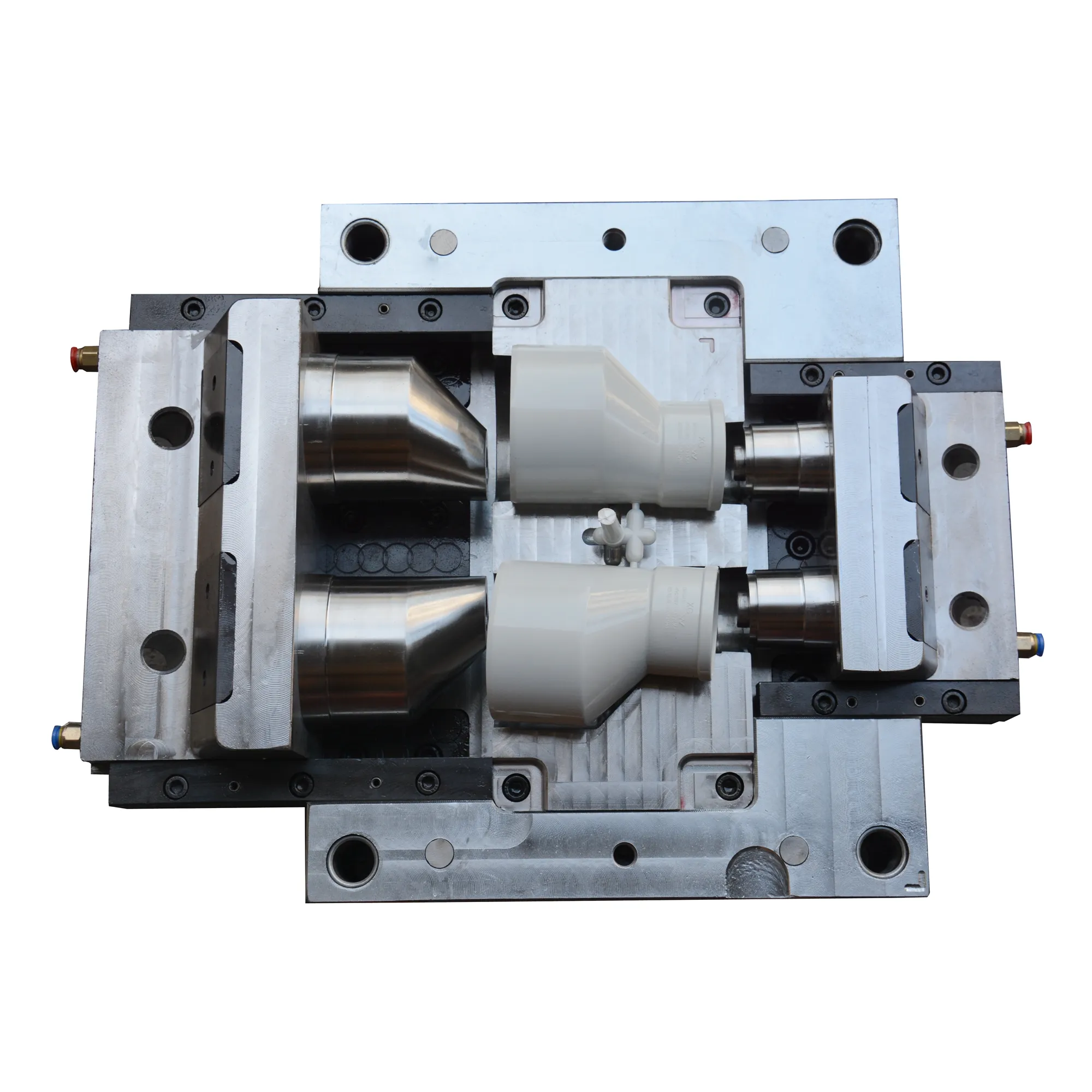
UPVC Reducing Elbow Pipe Fitting Mould
Mould name: UPVC Reducing Elbow Pipe Fitting Mould
Cavity: 2 cavities
Mould size:110x75
Mould steel:Germany2316 china2316 or4cr13 for the cavity and core
Gate :direct gate
mould structure:Angle pin
Hardness of core/cavity: HRC 40-45°degree after vaccum heat treatment
Injection moulding machine: 250T
Following is the main information for your reference.
1、 Requirements of PVC material characteristics for demolding system
Before designing a demolding system, it is necessary to understand the unique properties of PVC (especially soft PVC):
Poor thermal stability: prone to decomposition at high temperatures, releasing corrosive gases (HCl), therefore requiring short flow channels, fast cooling, and avoiding retention.
Elasticity and viscosity: Soft PVC has certain elasticity and viscosity, which may cause the product to be tightly wrapped around the core, resulting in high demolding resistance.
Wide range of hardness: from hard PVC (such as water pipes) to soft PVC (such as hoses and sealing strips), their shrinkage rate and demolding behavior are different.
May not use release agents: To avoid contamination and affect subsequent processing (such as printing and bonding), it is usually preferred to achieve smooth release through mold design rather than relying on release agents.
Therefore, the demolding system of PVC molds must operate reliably, have sufficient force, and avoid excessive local stress that may cause product deformation or tearing.
2、 The core components of the demolding system
A typical PVC mold demolding system mainly consists of the following parts:
1. Top out mechanism
This is the part that provides demolding power.
Top rod (top pin): The most commonly used component. Usually installed on the top needle plate and pushed by the top rod of the injection molding machine.
Push out stroke: It is necessary to ensure that the product can be completely pushed out of the core and have an appropriate safety margin.
2. Top out components
The part that directly contacts the product and pushes it away from the mold.
Dome needle: the most universal, easy to manufacture, and convenient to replace. Suitable for most flat or slightly curved areas.
Flat top needle: used for demolding deep and narrow reinforcement ribs (bone positions), which can provide a larger contact area and prevent top penetration or whitening.
Sleeve top pin (driver's pin): used for demolding around core screws or cylindrical structures. It consists of an outer cylinder and an inner needle, with the outer cylinder ejecting the product and the inner needle supporting the core.
Top block: For large, deep cavity or thin-walled products, using a top block can provide a large and flat top force surface, avoiding local stress concentration and top whitening of the product. This is very common in PVC molds.
Air cap (air valve): Use compressed air to assist in demolding. Especially suitable for:
Products with deep cavities and high demolding resistance.
Soft PVC products, due to their elasticity, can be expanded and separated from the core by air pressure.
As the primary demolding action, break the vacuum adsorption between the product and the core.
 RELATED
RELATED
This website uses cookies to ensure you get the best experience on our website.







 WhatsApp
WhatsApp Phone
Phone